测试机械固有频率日益为机械加工企业和设计企业所重视,了解机械结构,组装运行时,避免共振的产生,增加产品的可靠性、耐用性、稳定性。我们提供两套振动测试方案供大家学习参考。这里以测试刹车盘固有频率为案例分析。
客户需求:
用户是一家生产刹车盘实力雄厚的企业,日产量大,而且尺寸不一。为满足高品质客户对刹车盘固有频率要求,组装运行时,避免共振的产生。用户针对该部分客户提供的刹车盘需要抽检,测试产品的固有频率,以满足用户的需求。
解决方案:
刹车盘由于材质、材料属性、形状的不同会影响自身刚度和质量。它的固有频率只受刚度分布和质量分布的影响,阻尼对固有频率的影响有限。质量增大固有频率必然降低,刚度增大固有频率必然增大。
理论上讲,刹车盘有多阶固有频率。在二维频谱图中,并不是所有的峰值对应的都是固有频率,因为有可能是激励频率或是它的倍频。因此通常通过测量频响函数的方式来测量固有频率,频响函数对应的峰值都是系统的固有频率。多数情况下,我们只关心低阶或特定阶固有频率。
1、经济型方案
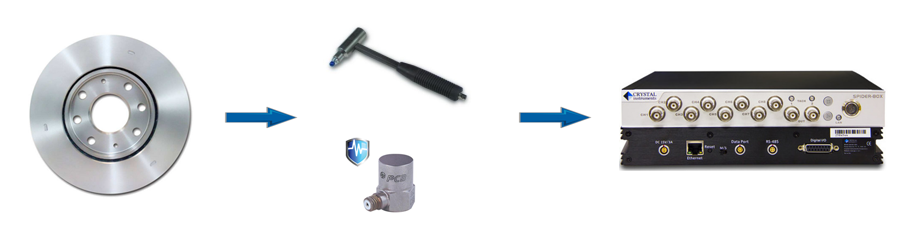 图一 设备链接示意图
图一 设备链接示意图
采用锤击法进行FRF测量,计算固有频率。锤击法具有激励设备要求简单(力锤),响应传感器最少一个就可以,试验方法快捷,试验总成本低的优点。理论上在一个位置安装一个传感器就能测量出刹车盘所有固有频率。由于在实际布置时模态参考点时,要避开关心的所有模态节点,所以受到测量位置、激励位置的影响,建议测量刹车盘固有频率时,安装两个传感器测量,对比两个频响函数的峰值。或者一个传感器移动两次位置,测量两次结果比对。这样更准确。如果想要得到刹车盘的振动形态与阻尼,更好的分析刹车盘性能建议再购买一套晶钻自主研发的模态分析软件EDM-Modal。
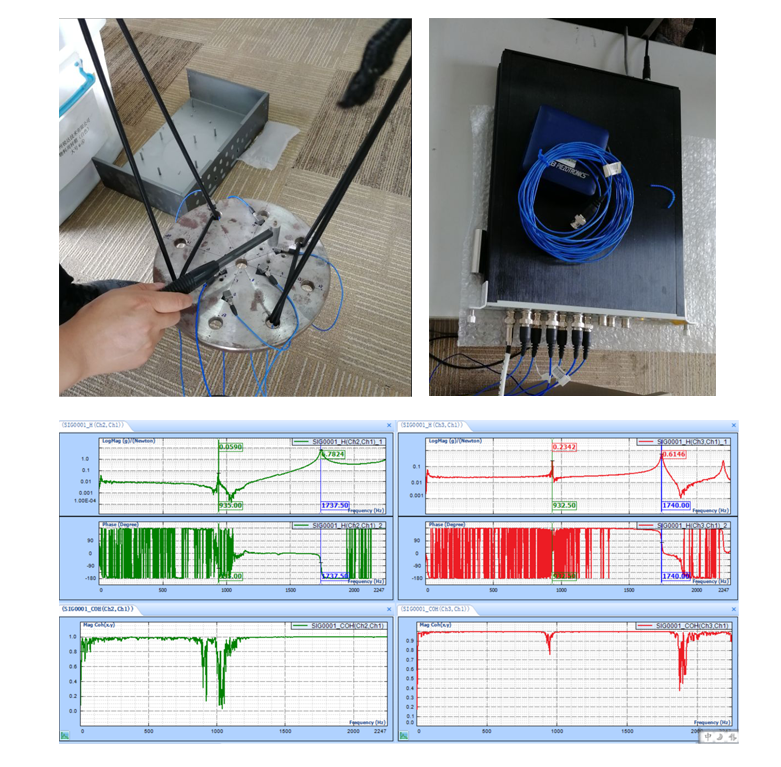 图二 现场实验示意图
图二 现场实验示意图
实验设备:
- Spider-80X 8通道多通道数据采集系统
- 力锤
- 加速度传感器 2个
用软弹力绳或弹簧将刹车盘悬挂,使其处于自由状态,可有增加测量有效性。
IEPE型PCB加速度传感器352C03,底部平坦,配有磁座,可直接吸附在刹车盘上固定,通过线缆直接接到Spider-80X动态信号分析仪器的BNC接口上(Spider内置IEPE调理,无需供电)。将加速度传感器吸附在刹车盘上。
将力锤通过BNC先接入仪器输入通道。在刹车盘任意位置选择激励点,垂直方向,点击敲击一次,接收。同一位置,重复敲击一次,接收(此处可简化,EDM支持设置手动接收、自动接收)。
Spider-80X的最大采样速率为102.4KHz/通道,保证对高频信号的完整记录。24位A/D和D/A转换、150dB动态范围、自动设置量程,确保了采集数据的准确性。
PC中的EDM -DSA软件会实时显示刹车盘频响函数测量结果。首先查看相干性曲线,如果趋于1表示,表示频响函数测量质量高,否则重新需要重新测量。最后查看频响函数曲线,取其峰值。峰值1为一阶,峰值2为二阶,以此类推。增加游标和标记,确定其峰值,记录。
该方案属于经济型,实验环境简单,测量方便,设备成本低,测量不同尺寸、形状的刹车盘十分方便。缺点是人为操作比较多,测量结果受测试人员试验技术水平影响较大,测量效率不高。适用于每日测量任务不多的情况。考虑工作量,可适当增加设备弥补。
2、精准型方案
 图三 设备链接示意图
图三 设备链接示意图
振动台扫频测试方法,将刹车盘通过夹具安装在振动台上进行扫频激励,然后分析响应信号获得结构的固有频率。
实验设备:
- Spider-81B 4通道振动测试系统
- 振动台
- 加速度传感器 2个
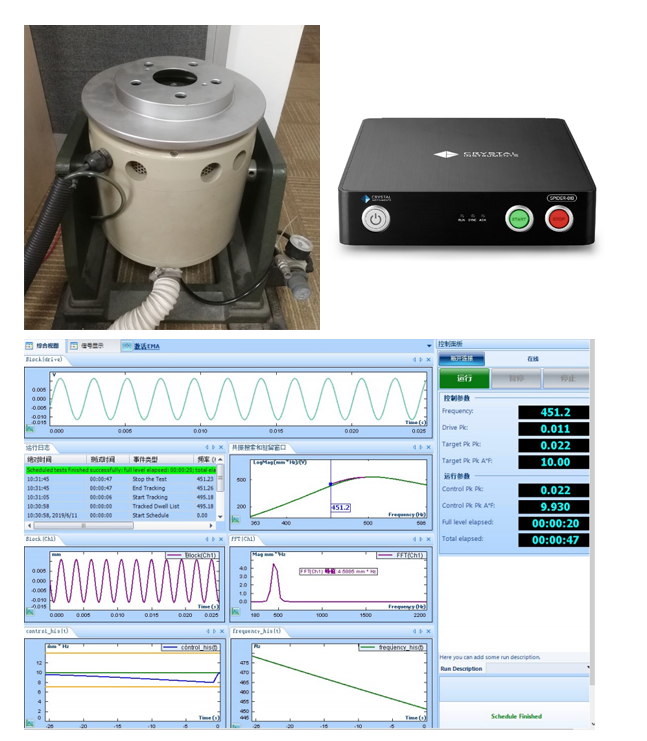 图四 现场实验示意图
图四 现场实验示意图
根据刹车盘的规格制定一个工装安装在振动台上。测试时将刹车盘放置在振动台上。两个IEPE型加速度传感器,一个吸附在刹车盘上用于监测,另一个吸附在振动台上用于控制。通过BNC接口连接到Spider-81B上(Spider内置IEPE调理,无需供电)。
使用EDM VCS软件正弦扫频功能,从低频到高频扫频一遍后,查看ASP谱和频响函数峰值,并记录生成报告。测量结束。
该方案属于通过工装安装试件,人为操作少,测试效果一致性高,效率高,需要振动台激励。测试时只需要将刹车盘放到振动台上,通过扫频振动确定共振频率。缺点设备价格成本相对高。