
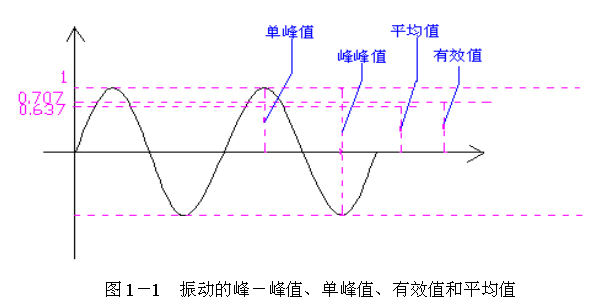
a.幅值:表示物体动态运动或振动的幅度,它是机械振动强度的标志,也是机器振动严重程度的一个重要指标。机器运转状态的好坏绝大多数情况是根据振动幅值的大小来判别的。振幅的大小可以表示为峰-峰值(P-P)、单峰值(0-P)、有效值(RMS)或平均值(Average)。峰-峰值等于正峰和负峰之间的最大偏差值,峰值等于峰-峰值的1/2。只有在纯正弦波的情况下,均方根值才等于峰值的0.707倍,平均值等于峰值的0.637倍。而平均值在振动测量中一般则很少使用。
 故障诊断
故障诊断它们之间的换算关系是:峰峰值=2×单峰值=2×21/2×有效值
表述振动幅值的大小通常采用振动的位移、速度或加速度值为度量单位。一般在振动测量中,除特别注明外,振动位移(D)以峰-峰值表示,单位一般是微米(μm)或密耳(mil);振动速度(V)常用有效值表示,单位用毫米/秒(mm/s)或英寸/秒(IPS)。振动速度的有效值又称为“振动烈度”。有的行业的设备振动标准就是以“振动烈度”来作为基础的。振动加速度(A)积分一次即为振动速度;而振动速度再积分一次就成了振动位移。
即: V=2πfD; A=2πfV=(2πf)2D
以上仅仅是对简谐振动而言是正确的,因其频率f值为一常数;而对于一个复杂振动或波形来说,由于其振动频率f值的多重性而会带来误差。
b.周期:物体完成一个完整的振动所需要的时间,以T0表示。单位一般是用“秒”来表示。例如一个单摆,它的周期就是重锤从左运动到右,再从右运动回左边起点所需要的时间。
c.频率:是指振动物体在单位时间(1秒)内所产生振动的次数,即Hz,以f0表示。很显然,f0=1/T0。对于旋转机械的振动来说,存在下述令人感兴趣的频率:a)转动轴的旋转频率;b)各种振动分量的频率;c)机器自身和基础或其它附着物的固有频率。
由于某些机器故障仅仅在某些特定的频率下才产生振动,这种现象就有助于区别各种不同种类的机器故障。例如:不平衡故障的结果一定会导致工频能量的异常升高。但是,反过来我们必须注意到,振动频率和机器故障的关系并不是一一相对应的。也就是说,某一特定频率的振动,可能和多种机器的故障有关联。因此,我们不要企图将某一固定的振动频率与某一特定的机器故障建立直接的联系。在对旋转机械进行振动分析与故障诊断时,振动的频率是非常重要的参量,是分析振动原因的重要依据,它有助于我们对机器的故障进行判别,根据振动频率可以初步查明振动的性质和来源。但是,它仅仅只是一种参量而已。为了得到正确的诊断结论,我们还必须对机器所有的参量进行估计和分析。振动频率可采用赫兹(HZ)、周/ 分钟(CPM)、 转/分钟(RPM)等度量单位,或以相对于转速频率的倍数为度量单位, 如一倍频(1X)、二倍频(2X)、半频(0.5X)……,等等。
d.相位:是指旋转机械测量中某一瞬间机器的选频振动信号(如基频)与轴上某一固定标志(如键相器)之间的相位差。相位可用来描述某一特定时刻机器转子的位置,一个好的相位测量系统能够确定每一个传感器所在的机器转子上“高点”相对机器轴系上某一固定的标志点的位置。而平衡状态的变化将会引起“高点”位置的变化,这种变化也会通过相位角的变化而表示出来。相位的度量单位为度(°),通常振动相位在0°~360°范围之间变化。振动的相位在振动分折中十分重要,它不仅反映了不平衡分量的相对位置,在动平衡中必不可少,而且在故障诊断中也能发挥重要作用。
下面专门说一下振动位移、速度、加速度三者之间的相位关系。以单摆的简谐振动为例:
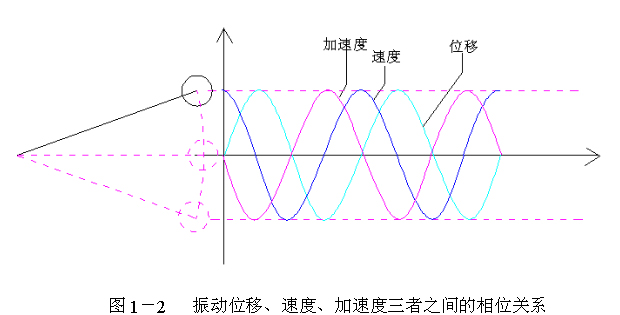
把一个单摆横向来看,当重锤向上摆,通过起始点0时,其位移为零,而速度为正方向最大,加速度为零;当重锤运动到上死点时,位移为正方向最大,此时速度为零,加速度为负方向最大;重锤向下回零时,位移为零,速度为负方向最大,加速度为零;当重锤运动到下死点时,位移为负方向最大,而此时速度为零,加速度为正方向最大。
结论:
振动速度相位超前振动位移90°;
振动加速度相位超前振动速度90°;
振动加速度相位超前振动位移180°。
相位如果没有明确指明,其角度增加的方向总是与转子的转动方向相反。