完成准备步骤后,可以开始动平衡测试。
1 — 准备运行
进入 Onsite Measurement 页面选择 Rotor Balancing,如图 5。按 F6 键开始运行Balancer,如图 6。进入 Start 页面,该页提示相关准备操作,按 F1 输入该次动平衡的名称,按 F6 继续下一步,开始设置参数
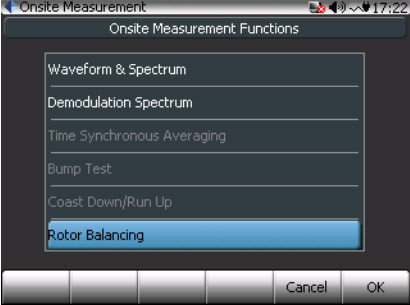
图五
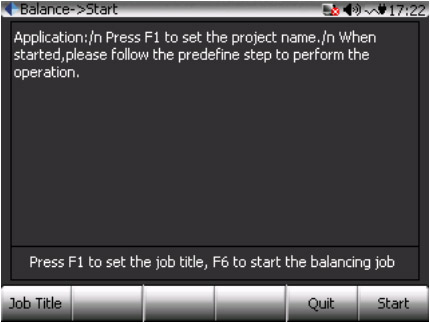
图六
2 — 参数设定
进入参数设定后,参数列表如图 7 显示。
- 基本参数设定
Plane Number:指定动平衡面数,输入 1 表示进行单面动平衡,输入 2 进行双面动平衡。
Average Type:指定信号谱的平均方式,none,Linear,Exponential 三种。
Average Number: 选择平均次数。
Weight Unit:指定质量单位。分别为 g,kg,oz,lbs,程序自动进行相应的转换。
Length Unit: 指定长度单位。分别为 mm,cm,m,inch,ft,程序自动进行相应的转换。
Movement: 指定安装质量的参考方向。分别为 Against Rotation 和 With Rotation
Vibration Display Type:指定需要观察的量纲,分别为 Acceleration,Velocity和 Displacement。
Measurement Type: 指定信号检测和显示方式,分别为 Peak-Peak,Peak,RMS。 - 测速计设置
按 F1 进入测速计设置页面,如图 8。改页面可以指定转速信号触发方式和触发阈值。设置好相应的值后按 F5 退出到主设置页面。 - 高级参数设置
按 F2 进入高级设置页面,如图 9。该页面允许您指定显示单位,仪器会自动根据您设置的单位进行相应的数据转换。
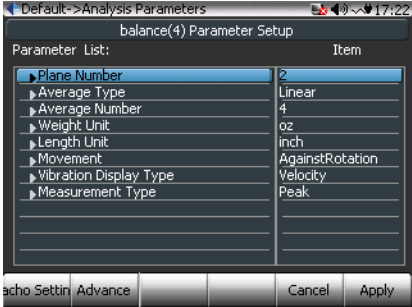
图7

图8
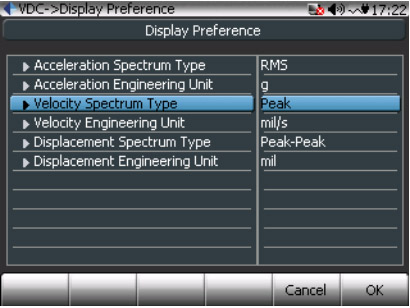
图9
3 — 初始运行
一切准备就绪之后,启动机器,按 F6 开始程序初始运行,读取机器的不平衡状态,见图 10。该页面显示了每个面的振动幅度(Mag)和相位(Phase)值。待各数值稳定之后,按 Next 进行下一步骤。程序自动记录数据。
功能按钮作用如下:
- F1 Traces,指定当前显示的内容,可以选择原始数据波形图或者振动相位图。
- F2 Procedure 显示 balance 进行的步骤,在运行过的步骤中,可以回退。
- F3 Redo 清楚当前数据重新开始处理。
- F4 Summary 显示所有运行的数据结果,包括各次振幅相位,加重的质量等。
- F5 Tool 工具菜单,包括试重计算、质量分割、质量合成等。
- F6 Next 进行下一步骤。

图10
4 — 平面 1 加试重
关闭机器,选择合适的质量放置在面 1 的适当位置,如图 11。该质量需要符合所谓的 30/30 原则,即加上质量后机器的振幅改变 30%以上,或者幅度改变 30%以上,或者 2者都改变 30%以上,这样计算的结果才精确。按 F1 输入一些参数可以由程序自动计算出
所需加重的重量。
圆形图提示您需要安放质量的位置。为以最小的质量获得最大的效果,一般质量都安放在转子的外表面。确认在面 1 固定好选择的质量后,按 F6 进行下一步。
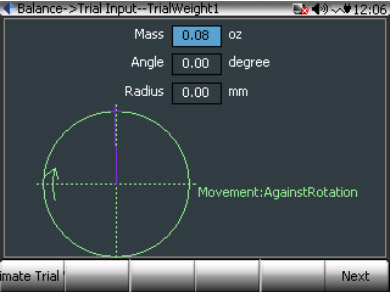
图11
5 – 加试重运行 1
启动机器,待 RPM 稳定之后,显示 2 个面的振动和相位值,如图 12。待读值稳定之后,按 F6 进行下一步。若不满意该值,可以按 F3 重新开始。
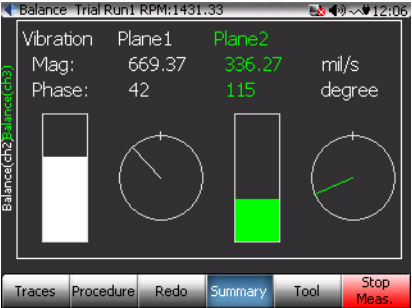
图12
6 – 平面 2 加试重
关闭机器,同时移除面 1 的配重。重复 4 的步骤,如图 13,确认在面 2 固定好适当的质量后,按 F6 进行下一步。

图13
7 – 加试重运行 2
重复步骤 5,如图 14。待数值稳定后,按 F6 进行下一步。
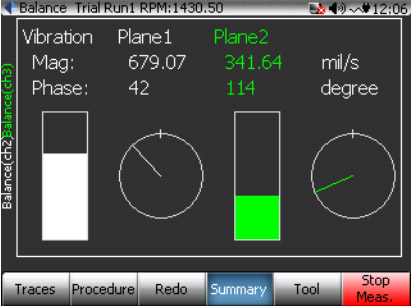
图14
8 – 计算加重重量和位置
关闭机器,移除面 2 的配重。完成以上步骤之后,Coco 就能自动计算出机器平衡所需要的质量和安放相位,如图 15-16。表中给出的前 2 个值分别为需要的质量和相位,第三个值在您有输入的情况下才会显示正确的值。一般来说,这个值就是转子横截面的
半径。
圆形图显示了你所需要安放的位置,图的顶部表示的是反射点的位置。要注意的是这个位置必须与您之前设定的反射点及转子的旋转方向结合才能确定。 根据表和图的信息,在转子正确位置上固定正确的质量之后,就可以运行下一步观察经过动平衡之后的振动和相位。如果需要移除质量,只要在给定相位 180 度的反方向上移除给定的质量就可以了。
确认在合适的位置固定好质量后,就可以进行下一步了。
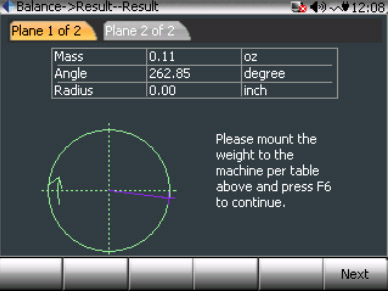
图15

图16
9 – 正确配重后的运行
启动机器,待 RPM 稳定之后,可以看到相应的振动和相位值,如图 17。一般来说,正确配重之后,机器的振动会降低很多。如果出现正确配重之后机器的振动变化不大或者加大了,那么请检查以下几个方面:
- 检查传感器和各种装置是否安放准确,确认相位标定是否准确,是否放置在相反的位置上。再检查 channel table 的设置,确认各个值跟传感器的标称值一致,使用的信号输入方式正确。如果有出入,请设置准确之后重新开始动平衡。
- 准备 2 个传感器,放置在转轴同一个位置的水平和垂直方向下,启动程序。如果机器不平衡是机器振动的主要原因,那么 2 者的相位差应该是 90 度左右,而振动的幅值相差基本不大(这跟机器的基座有关系,具体请按实际情况确认)。如果不符
合,那么请检查机器的振动频谱图。 - 进入 Onsite Measurement,查看机器的振动频谱图,检查机器振动的频谱是否符合机器不平衡的频谱特征。如果确认机器的振动不是由不平衡造成的,那么加重可能会导致机器的振动加大。需要先修正其它原因造成的机器振动再重新进行动平衡。
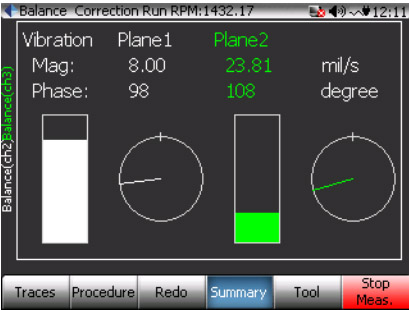
图17
10 – 修正运行
由于操作过程存在一定的误差,即使加上正确的质量之后,也会存在一定的不平衡量,如果不符合您的标准,可以按 F6,软件会提示您进行修正运行还是结束此次运行。修正运行可以持续多不,直到符合您的要求或者无法再改进为止。
11 – 结束运行
一旦您介绍运行之后,软件会把所有运行的数据显示出来以供您查看,如图 18。软件会自动保存数据,如果有需要可以重新加载这些数据。
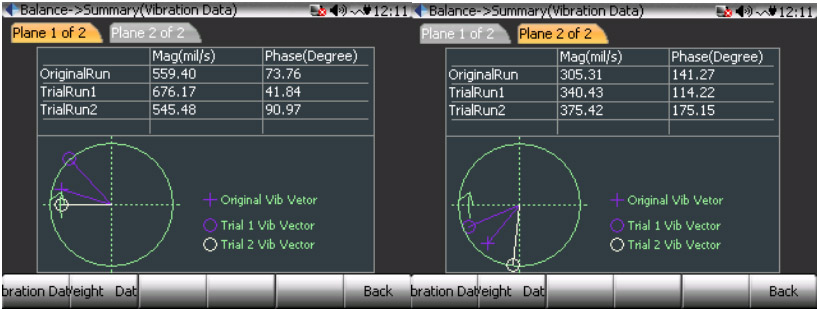
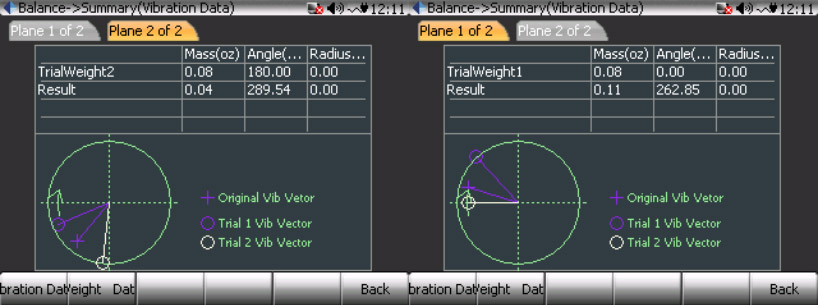
图18
1